deformatiemetingen van bruggen
Bepalen van een geschikte methode voor
Academiejaar 2019-2020
Master of Science in de industriële wetenschappen: landmeten Masterproef ingediend tot het behalen van de academische graad van
Begeleider: prof. dr. ing. Greet Deruyter
Promotor: prof. dr. ing. Greet Deruyter
Studentennummers: 01903189, 01911144deformatiemetingen van bruggen
Bepalen van een geschikte methode voor
Academiejaar 2019-2020
Master of Science in de industriële wetenschappen: landmeten Masterproef ingediend tot het behalen van de academische graad van
Begeleider: prof. dr. ing. Greet Deruyter
Promotor: prof. dr. ing. Greet Deruyter
Studentennummers: 01903189, 01911144Deze pagina is niet beschikbaar omdat ze persoonsgegevens bevat.
Universiteitsbibliotheek Gent, 2021.
This page is not available because it contains personal information.
Ghent University, Library, 2021.
Toelating tot bruikleen
De auteurs geven de toelating deze masterproef voor consultatie beschikbaar te stellen en delen van de masterproef te kopiëren voor persoonlijk gebruik. Elk ander gebruik valt onder de bepalingen van het auteursrecht, in het bijzonder met betrekking tot de verplichting de bron uitdrukkelijk te vermelden bij het aanhalen van resultaten uit deze masterproef. (15/06/2020)
The authors give permission to make this master dissertation available for consultation and to copy parts of this master dissertation for personal use. In all cases of other use, the copyright terms have to be respected, in particular with regard to the obligation to state explicitly the source when quoting results from this master dissertation. (15/06/2020)
Deze pagina is niet beschikbaar omdat ze persoonsgegevens bevat.
Universiteitsbibliotheek Gent, 2021.
This page is not available because it contains personal information.
Ghent University, Library, 2021.
ABSTRACT
Voor het bepalen van deformatiemetingen van bruggen zijn verschillende meetmethoden voor handen binnen de landmeetkunde.
Het onderzoek binnen deze masterthesis richt zicht tot het testen van de nauwkeurigheid en de precisie met een TopCon OS-105 totaalstation en de 3D laserscanner Leica C10 in specifieke omstandigheden. Gedurende dit onderzoek werd getracht om aan de hand van de uitgevoerde proeven een vergelijking te maken tussen beide meettoestellen om vervolgens te concluderen welk meettoestel het meest geschikt is voor het uitvoeren van verticale deformatiemetingen op bruggen met een beperkte overspanning. In de proefopstelling werd een metalen koker belast om verticale deformaties te simuleren. Deze deformaties werden gemeten met beide meettoestellen vanuit verschillende opstelposities. Deze metingen leidde tot de meetwaarden voor het totaalstation en de puntenwolken bij de 3D laserscanner.
Deze meetwaarden werden door het verschil in beide toestellen op verschillende manier verwerkt. Bij het totaalstation werd de statistische verwerking van de meetwaarden aan de hand van de z-coördinaat van de meting uitgevoerd. Bij de 3D scanner diende eerst de puntenwolk verwerkt te worden om een hoogte te verkrijgen. De verkregen hoogten werden daarna per opgelegde deformatie statistisch geanalyseerd om tot slot de gemeten deformaties te bepalen met bijhorende standaardafwijking. Uit de bekomen resultaten kan concludeert worden dat de meetmethode met het totaalstation geschikt is voor het bepalen van de deformatiemeting. Uit de resultaten blijkt dat de metingen met het totaal station precies zijn bij de heersende omgevingsparameters. Daarnaast kan geen vergelijking gemaakt worden met de resultaten van de 3D scanner, omwille van de gebruikte verwerkingsmethode. Verder onderzoek met een geschiktere verwerkingsmethode is noodzakelijk om een vergelijking te kunnen maken.
ABSTRACT IN ENGLISH
For the determination of deformation measurements of bridges, different measurement methods are available within land surveying.
The research within this master's thesis focuses on testing the accuracy and precision with a TopCon OS-105 total station and the 3D laser scanner Leica C10 in specific conditions.
During this research, an attempt was made to compare the two measuring devices based on experimental test. These tests were carried out in order to subsequently conclude which measuring device is the most suitable for performing vertical deformation measurements on bridges with a limited span. During the tests, a metal tube was loaded to simulate vertical deformations. These deformations were measured with both measuring devices from different set-up positions. These tests led to single points for measurements with the total station and the point clouds with the terrestrial laser scanner (TLS).
These measured values were processed in a different way due to the difference in both devices. At the total station, the statistical processing of the measured values was carried out based on the z-coordinate of the measurement. With the 3D scanner, the point cloud had to be processed first in order to obtain an altitude. After that, the obtained altitudes were statistically analysed per imposed deformation to finally determine the measured deformations with corresponding standard deviation.
From the obtained results, it can be concluded that the measurement method with the total station is suitable for determining the deformation measurement. The results show that the measurements with the total station are accurate with the prevailing environmental parameters. In addition, no comparison can be made with the results of the 3D scanner, because of the used processing method. Further research with a more suitable processing method is necessary to be able to make a comparison.
Determination of a suitable method for bridge
deformation measurements
Jens Geukens, Michiel Smeets
Supervisor: prof. dr. ing. Greet Deruyter
Abstract – Nowadays the need for information about
deformations of structures is important for researchers and managers involved in the maintenance and safety of these structures. This information serves as a reference for comparison with earlier or later measurements.
The study attempted to determine a suitable method for measuring vertical deformations of bridges with a small span. It focused on deformation measurements with a total station and 3D laser scanners. To compare both devices, tests were performed with a Leica C10 3D laser scanner and a TopCon OS-105 total station. Based on the measurement results, the precision and accuracy of both devices are determined for different distances.
In order to evaluate the measuring devices, the precision of the results is mainly considered, because during deformation measurements devices with a high precision are preferred. From the results of the measurement it is concluded that both the total station and the 3D laser scanner achieve high precision and accuracy. However, the results of the 3D laser scanner were not unambiguous due to the used processing method.
Keywords - deformation measurements, bridge, 3D laser
scanner, total station, accuracy, precision
I. INTRODUCTION
Different land surveying techniques are available for determining deformation measurements of bridges.
In Flanders, it is specified that an inspection of bridges must take place every three years. The specified technique for this inspection is the water-level device [1].
In addition to the deformation measurement with the levelling apparatus, there are many other surveying techniques that provide results on the vertical deformations of bridges, namely total station (TS), terrestrial laser scanner (TLS), radar, GNSS, photogrammetry [2], [3], [4], [5]. Within each of these different instruments there is a wide range of accuracies and other specifications. Because of this, it is not possible to generally put a technique forward as the best technique for a deformation measurement on bridges.
The research was conducted to answer the following two questions:
1. What is the most suitable method for determining deformations on bridges?
2. What is the precision and accuracy of the different tested techniques?
The above questions are investigated for two types of devices. First, a TopCon OS-105 total station with a distance accuracy of 3 mm + 2 ppm and an angular accuracy of 5" was used [6]. Furthermore, the same research is done with the Leica C10 terrestrial laser scanner. According to the specifications,
this laser scanner has a distance accuracy of 4 mm and an angular accuracy of 12" at a single point. Because of the large number of points an accuracy of 2mm for a modelled surface can be achieved [7].
II. METHODOLOGY
A. Test set-up
To answer the above research questions, a test setup was built to simulate deformations. The test setup consisted of a metal tube profile and a digital dial indicator (DDI). The metal tube profile was laid on both sides and provided with a wire tensioner in the middle for the application of deformations. In the middle of the metal tube profile a digital dial indicator was attached to accurately measure the applied deformations. The digital dial indicator was placed independently from the metal tube profile so that it was not affected by the movements of the profile.
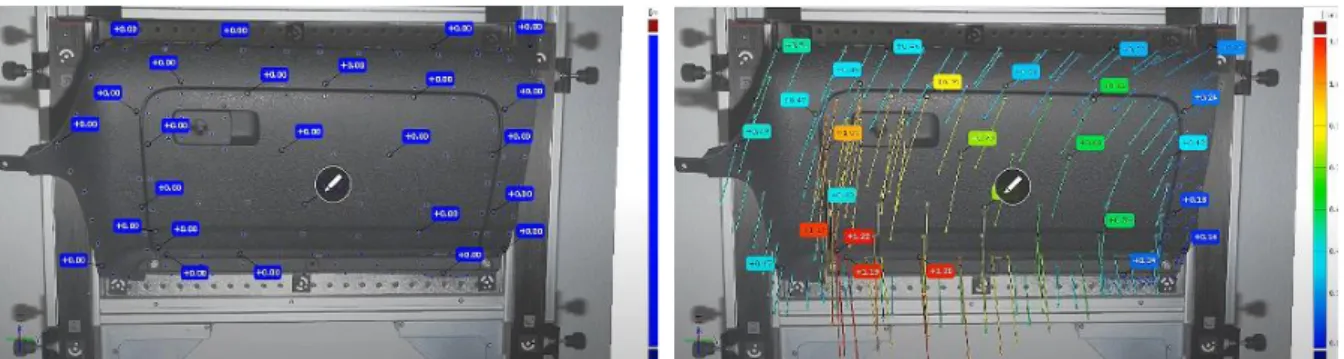
For the measurements with the total station, a reflective target of 30x30mm was attached to the metal profile to ensure that the same point was always measured. For the measurements with the 3D laser scanner, the reflective target was not used because it caused scattering in the obtained point cloud.
The measurements were carried out at six different distances starting from 5m and going up to 40m. The step size between the first four set-up points required 5m and then the step size was increased to 10m.
To get an idea of the minimum detectable deformation, different deformations were applied to the metal profile, e.g. deformations of 0.5, 1, 1.25, 2, 3, 5, 9, 10 mm. For the larger distances of 30 and 40 m, this number was reduced.
viii
B. Processing method
During the process, the profile was measured at least 10 times at each deformation to improve the reliability of the examination.
After performing the measurement with the total station, no further processing is required. The total station automatically calculates the coordinates for each measured point. This allows the Z-value to be extracted directly from the obtained data.
The data collection of the 3D scanner is different from that of the total station. In contrast to the processing method of the total station, an intermediate step was needed to determine a z-value of the profile. First the point clouds were cleaned up with CloudCompare and processed into sections of about 2 cm, these sections were made at the level of the digital dial indicator. Due to the low thickness of the section, the assumption was made that the deflection was the same over the entire section.
These sections were at the basis of the further processing. To determine the z-value of the scanned profile, the cross-section of the profile was fitted on the point cloud, using AutoCAD. This shape of the metal profile was measured with a caliper.
C. Statistical process control
After collecting the measurement data, a statistical control was carried out on each set of measurement data. A set is defined as the measurement data that belong to an imposed deformation at a certain set-up point. During the statistical check, the standard deviation was calculated at the z-value. Based on the standard deviation, all points outside the 95.4% interval were removed. After removing the points, the measured deformation was calculated with the corresponding standard deviation.
III. RESULTS
In this chapter the results of the measurements with the total station and the 3D laser scanner are discussed. A distinction is made between the accuracy and precision of the measuring devices.
A. Precision
In the first part the precision achieved with the obtained measurements is discussed. For a deformation measurement, a precise device is preferred. A repetition of the measurement with a precise device ensures that the measured deformation is closer to the actual value.
1) Total station
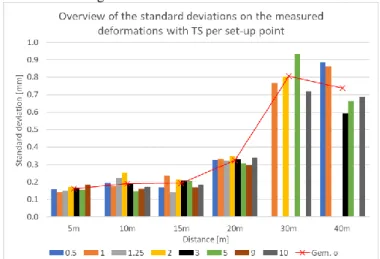
Based on Figure 2 it can be concluded that the standard deviations from the measurement results from the total station rise with an increasing distance between the total station and the metal profile. A clear example of this are the standard deviations at a deformation of 1 millimetre. However, this statement does not apply to all measurement results. The standard deviation for the reference measurement at 30m appears to be greater than the standard deviation at 40m.
Furthermore, it can be concluded from this graph that for the same set-up point the calculated standard deviations for the different deformations are relatively constant.
Very low standard deviations are obtained at the first three set-up points. The first reason for this is the small distance. The second reason for this is that both the measuring device and the test stand were inside, so there was no influence from the outside.
At twenty metres, the measuring device was set-up outside, but the test stand was still inside. As a result, the measuring device was exposed to external factors, such as the wind and the laser beam was partly influenced by external radiation from the sun. Nevertheless, the spread between the standard deviations of the different deformations is small. A possible explanation for the small spread is that the external factors remain constant during the measurement.
Measurements at 30m and 40m were carried out entirely in an outdoor environment. Both measurements were carried out on different days in similar weather conditions, changeable weather conditions with a lot of wind. Due to the alternation of sun and clouds, the laser beam of the total station was not affected for each measurement, which is a possible explanation for the scattering of the standard deviations.
Figure 2: Overview standard deviation TS per set-up point 2) 3D laser scanner
Similar to the total station, an overview is given of the standard deviations on the measured deformations. The bar graph with the results is shown in Figure 3.
There is no clear trend in the bar chart between the standard deviations at different set-up points the same deformation. This can be explained by the fact that the result is not directly obtained from the measuring device. As discussed in chapter II, the processing method of the 3D laser scanner point clouds will require an intermediate step. This step consists of inserting the rectangular section into the obtained point cloud, after that the deformation was determined based on the height of the rectangular section. The accuracy of the fitting of the rectangular section strongly depends on the point cloud obtained and the interpretation of the observer.
The average standard deviation per set-up point is low and relatively constant for measurements at 5, 15, 20 and 30 m. At 10 m there is a much larger but constant standard deviation. The reason for this is the large standard deviation of the reference to which the deformation is determined. After re-fitting the outliers at 0 mm and 1 mm, a much smaller standard deviation was obtained, in the order of magnitude of the other measurements. Because of this, it is decided that the processing technique does not unambiguously represent the deflection.
Figure 3: Overview standard deviation TLS per set-up point
B. Accuracy
As explained in the test setup, a digital dial indicator is used. The deformations measured by the DDI give a correct indication of the actual deflection of the metal tube. This makes it possible to compare the measurements in terms of accuracy.
1) Total station
To determine the accuracy of measurements with the total station, the difference between the measured deformation with the DDI and the average measured deformation with the total station was calculated (Figure 4).
At a short distance of 5 m, small differences are obtained between the deformation of the DDI and the calculated deformation with the total station. From the first three set-up points, a slight increase of the difference can be observed. This can be explained by an increase in the distance between the total station and the sticker target. This makes it more difficult to place the crosshairs of the total station on the target. However, this trend does not continue with measurements from a distance of 20, 30 and 40 m.
The total station has an error at the corner of 5". At a small distance, this possible error on the angle has a much smaller impact on the height measurement than at a large distance. This may explain why at 40m a much larger difference is measured than at the rest. However, compared to 30 m this difference is too big, so the cause has to be somewhere else. The changing weather might have had a larger impact on the measurements at 40 m than at 30 m.
Figure 4: Overview difference DDI and TS
2) 3D laser scanner
For the results of the 3D scanner, the difference is calculated between the deformation measured with the digital dial gauge and the mean determined deformation (Figure 5).
From the graph it can be concluded that the average of the measurements per set-up point fluctuates. This can be explained by the processing technique used. On the other hand, it can be noted that the average differences are relatively small. For example, at 10 m, the measured difference is approximately 0.2 mm.
Figure 5: Overview difference DDI and TLS
C. Measured deformations and associated standard deviation
Finally, after discussing the precision and accuracy of the measurements, the measured deformations and the associated standard deviations are discussed. For the discussion, a graph was displayed at a distance of 40 m (Figure 6).
Figure 6: Deformation 40 m with corresponding standard deviation This type of graphs can be used to determine the smallest possible deformation to be measured at the different measuring distances, considering the corresponding standard deviation. In the graph at 40 m, large standard deviations can be noted at small deformations. At a deflection of 0.5, the deviation is very large. It means that if a deformation of 0.5 is measured with the same conditions, it is possible that a value is obtained that is 0.885 mm larger or smaller than the effective value of 0.5 mm. In proportion, this is not acceptable. For example, at a greater distance of 5 mm, the standard deviation is 0.663 mm. In relation to the 5 mm, this is a more acceptable error on the actual values to be measured.
This emphasizes the importance of always looking at the standard deviation in combination with the measured value.
x IV. CONCLUSION
Based on all the observation made with the TopCon total station, it was concluded that the precision of the instrument deteriorates with increasing distance. Furthermore, the obtained standard deviations in an indoor environment were lower than the expected theoretical values based on the device specifications. When measuring in an outdoor environment, varying results were obtained on the standard deviation.
After repeating the processing technique of the point clouds of the 3D scanner, it appeared that no consistent results were obtained. This makes it impossible to make a comparison between both devices. To draw a correct conclusion about which device is best suited for a deformation measurement of bridges will require further research.
ACKNOWLEDGEMENTS
The authors would like to acknowledge the suggestions of many people.
REFERENCES
[1] Vlaams Ministerie van Mobiliteit en Openbare Werken, Departement Mobiliteit en Openbare Werken, Technisch Ondersteunende Diensten, and Expertise Beton en Staal (EBS), “Cursus bruginspecteur,” p. 587, 2012.
[2] E. Lambrou and G. Pantazis, “A CONVENIENT METHOD FOR ACCURATE HEIGHT DIFFERENCES DETERMINATION,” no. November, pp. 8–9, 2007.
[3] S. Gordon, D. Lichti, M. Stewart, and J. Franke, “Structural Deformation Measurement Using Terrestrial Laser Scanners,” 11th
FIG Symp. Deform. Meas. Santorini, Greece, 5-28 maj 2003, p. 8,
2003.
[4] M. I. Alba et al., “Measurement of dam deformations by terrestrial interferometric techniques,” Int. Arch. Photogramm. Remote Sens.
Spat. Inf. Sci., vol. 37, no. B1, pp. 133–139, 2008.
[5] S. D. Chekole, “Surveying with GPS , total station and terresterial laser scaner: a comparative study,” MSc Thesis Sch. Archit. Built
Environ. R. Inst. Technol., no. 3131, pp. 1–55, 2014.
[6] TOPCON, “OS series 5 instruction.”
INHOUDSOPGAVE
Woord vooraf i
Abstract iii
Abstract in English v
Extended abstract vii
Inhoudsopgave xi
Lijst van tabellen xiii
Lijst van figuren xv
1 Inleiding 1
2 Literatuurstudie 3
2.1 Normen en referentiedocumenten 3
2.1.1 Eurocodes 3
2.1.2 Standaardbestek 260 3
2.2 Invloeden op landmeetkundige metingen 5
2.3 Fouten in de metrologie 6
2.3.1 Instrumentale fouten 7
2.3.2 Voorwerp gerelateerd fouten 7
2.3.3 Omgeving gerelateerd fouten 7
2.4 Opmetingstoestellen voor deformatiemetingen 8
2.4.1 Waterpasinstrument 8 2.4.2 Totaalstation 10 2.4.3 Laserscanning 13 2.4.4 Fotogrammetrie 17 2.4.5 Radar 19 2.4.6 GNSS 21 2.4.7 Besluit meettechnieken 22 2.5 Deformatiebepaling 22 2.5.1 Waterpasinstrument 22 2.5.2 Totaalstation 24 2.5.3 3D scanner 25 2.5.4 Fotogrammetrie 27 2.5.5 Radar 28 2.5.6 GNSS 30
3 Doelstelling en afbakening onderzoek 31
4 Materiaal en methode 33
4.1 Meettoestellen 33
4.1.1 Leica C10 3D laserscanner 33
4.1.2 TopCon OS-105 totaalstation 34
xii
4.3 Meetprocedure 37
4.3.1 Meetprocedure totaalstation 37
4.3.2 Meetprocedure 3D laserscanner 38
4.3.3 Invloed van de afstand op de minimale detectie 39
4.4 Theoretische analyse 39
4.5 Meetresultaten en verwerking 44
4.5.1 Totaalstation 44
4.5.2 3D laserscanner 47
5 Resultaten en discussie 51
5.1 Precisie van de metingen 51
5.1.1 Resultaten totaalstation 51
5.1.2 Resultaten 3D scanner 53
5.1.3 Vergelijking tussen totaalstation en 3D scanner 55
5.2 Nauwkeurigheid van de metingen 55
5.2.1 Resultaten totaalstation 56
5.2.2 Resultaten 3D scanner 57
5.2.3 Vergelijking nauwkeurigheid totaalstation en 3D laserscanner 58 5.3 Gemeten deformaties en bijhorende standaardafwijking 58
5.4 Verbetervoorstellen opmetingen 60 5.4.1 Meetmethode en verwerking 60 5.4.2 Scanoppervlakte 61 5.4.3 Omgevingsfactoren 62 5.4.4 Pulsmeting vs. fasemeting 62 6 Conclusie 63 Referenties 65 Bijlagen 69
LIJST VAN TABELLEN
Tabel 1: Beslissingstabel belastingsproef ... 5
Tabel 2: Specificaties van verschillende waterpasinstrumenten ... 9
Tabel 3: Specificaties van verschillende totaalstations ... 11
Tabel 4: Specificaties van verschillende 3D scanners ... 14
Tabel 5: Specificaties van verschillende Radar... 21
Tabel 6: Specificaties van verschillende GNSS ... 21
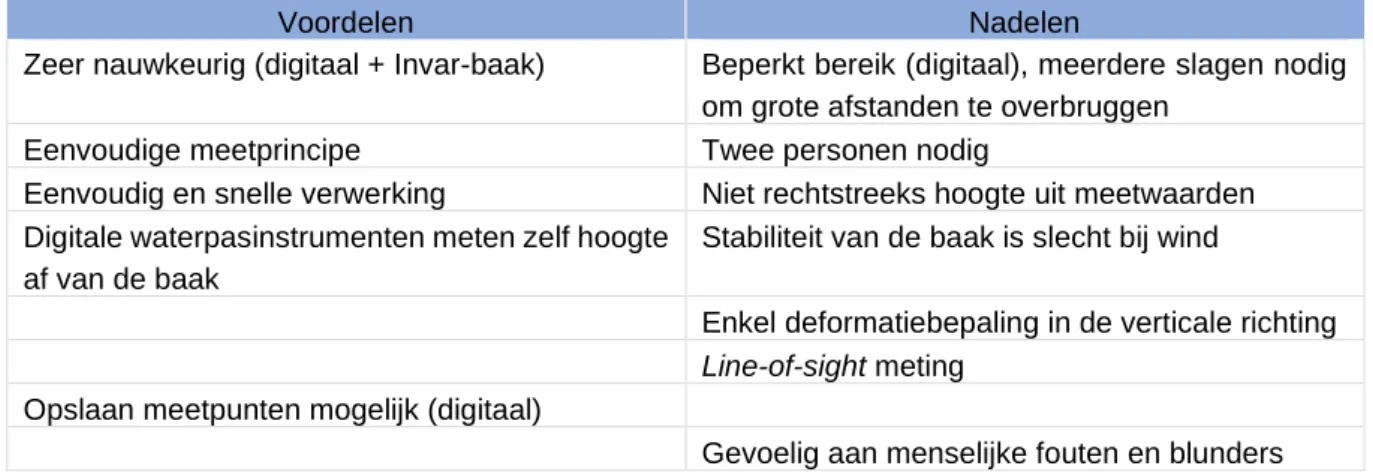
Tabel 7: Voor- en nadelen van deformatiemeting met waterpasinstrument ... 24
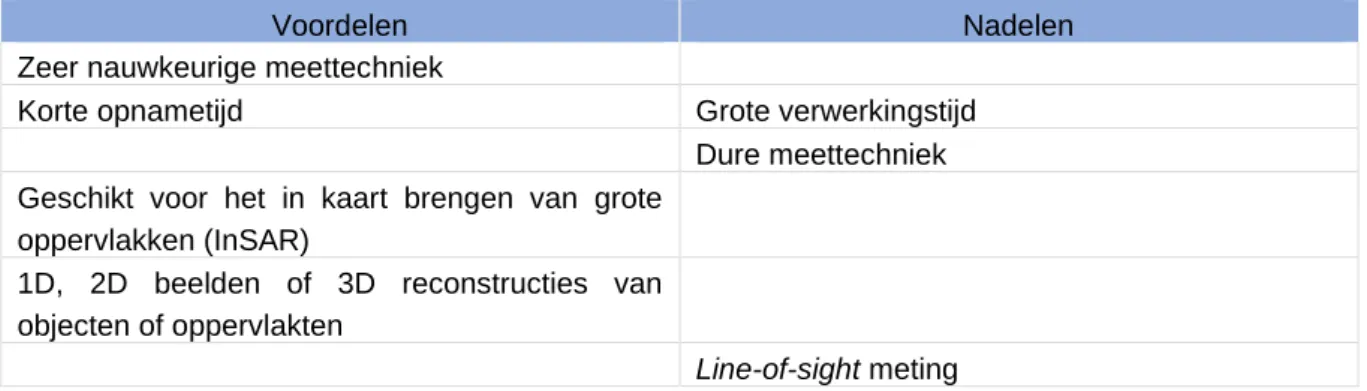
Tabel 8: Voor- en nadelen van deformatiemetingen met een totaalstation ... 25
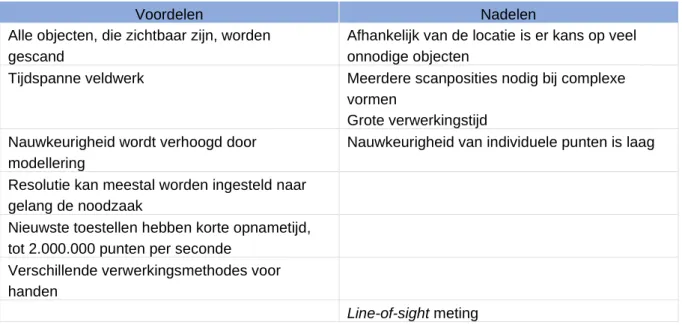
Tabel 9: Voor- en nadelen van deformatiemetingen met een 3D scanner ... 27
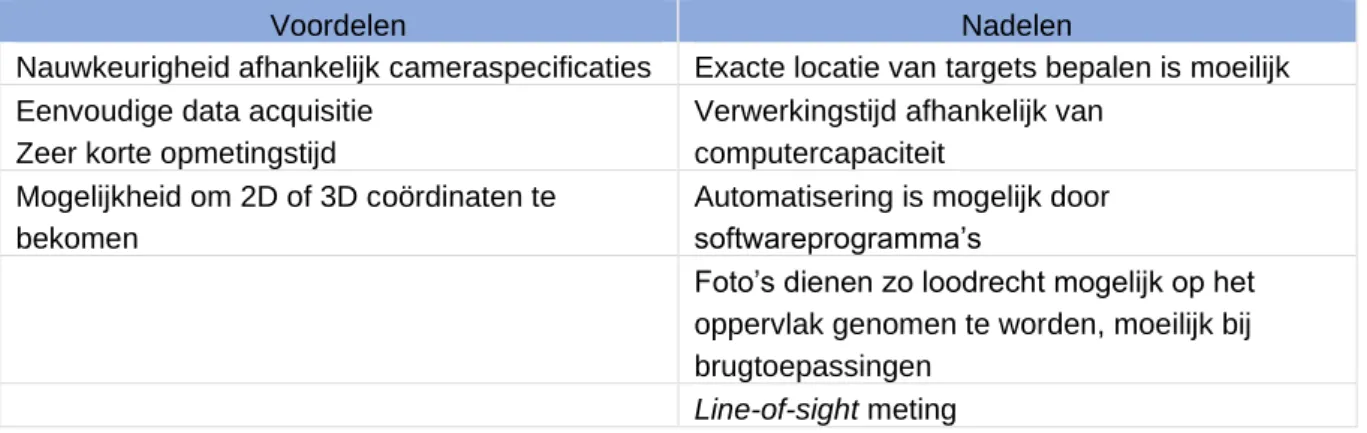
Tabel 10: Voor- en nadelen van deformatiemetingen met fotogrammetrie ... 28
Tabel 11: Voor- en nadelen van deformatiemetingen met een radar ... 30
Tabel 12: Voor- en nadelen van deformatiemetingen met GNSS ... 30
Tabel 13: Specificaties Leica C10 scanner ... 34
Tabel 14: Specificaties van TopCon OS-105 ... 34
Tabel 15: Overzicht opstelling toestel en proefopstelling ... 36
Tabel 16: Aantal metingen TS per afstand en doorbuiging ... 37
Tabel 17: Meetlogboek TS ... 38
Tabel 18: Aantal metingen 3D scanner per afstand en doorbuiging ... 38
Tabel 19: Meetlogboek TLS ... 39
Tabel 20: Voorbeelden van de invloed op de fout op de hoogte bij verschillende schuine afstanden . 43 Tabel 21: Meetpunten bij een deformatie van 0.00mm op de meetklok en een afstand van 5 meter .. 45
Tabel 22: Overzicht van de gemeten deformaties en standaardafwijkingen TS ... 46
Tabel 23: Overzicht van de gemeten deformaties en standaardafwijkingen 3D scanner ... 50
Tabel 24: Vergelijking meetresultaten met parameteranalyse ... 53
Tabel 25: Invloed verwerkingsmethode op standaardafwijking... 55
Tabel 26: Hoogteverschil door fout op de hoek bij verschillende afstanden ... 57
LIJST VAN FIGUREN
Figuur 1: Ishikawa diagram ... 5 Figuur 2: Verschil tussen precies en nauwkeurigheid van metingen ... 6 Figuur 3: Werkingsprincipe waterpassingsinstrument ... 8 Figuur 4: E-baak en barcode ... 9 Figuur 5: Basisprincipe totaalstation ... 10 Figuur 6: Randeffect probleem bij laserstraal... 13 Figuur 7: Field of view 3D scanners ... 14 Figuur 8: Werking triangulatiescanner ... 15 Figuur 9: Scanning principes ... 16 Figuur 10: Principe fotogrammetrie ... 18 Figuur 11: Tritop photogrammetry ... 18 Figuur 12: Werkingsprincipe van interferometrie radar ... 20 Figuur 13: Meting meerdere targets met gemoduleerde golf ... 20 Figuur 14: Hoogtebout uit messing ... 23 Figuur 15: Hoogtebout van staal (Control, n.d.) ... 23 Figuur 16: Opstelling reflectoren deformatiebepaling Totaalstation ... 24 Figuur 17: Principeschets deformatiebepaling totaalstation ... 25 Figuur 18: Targets snelwegbrug in Yunnan ... 27 Figuur 19: Principeschets verticale deformatiemeting met radar ... 28 Figuur 20: Deformatiecontrole van bruggen met InSAR ... 29 Figuur 21: Proefopstelling voor de metingen... 35 Figuur 22: Meetklok en draadspanner ... 36 Figuur 23: Meetsticker voor metingen met totaalstation ... 36 Figuur 24: Opstelling 3D scanner ... 36 Figuur 25: Opstelpunten van de meettoestellen... 37 Figuur 26: Invloed hoeknauwkeurigheid op de fout op de hoogte bij verschillende meetafstanden en een constante zenithoek van 90 gon ... 40 Figuur 27: Invloed hoeknauwkeurigheid op de fout op de hoogte bij een afstand van 50 meter en een veranderende zenithoek ... 41 Figuur 28: Invloed van de fout op de afstand op de hoogtefout afhankelijk van de afstand bij zenithoek van 90 gon ... 42 Figuur 29: Verband tussen zenithoek en de hoogtefout bij verschillende waarden van de schuine afstand ... 43 Figuur 30: Ruwe data 3D scanner ... 47 Figuur 31: Sneden in CloudCompare ... 47 Figuur 32: Fit Plane voorzijde kokerprofiel ... 48 Figuur 33: Positioneren van kokerdoorsnede... 48 Figuur 34: Overzicht van de standaardafwijkingen op de gemeten deformaties met het totaalstation . 51 Figuur 35: Overzicht van de standaardafwijkingen per opstelpunt met het totaalstation per opstelpunt ... 52 Figuur 36: Overzicht van de standaardafwijkingen op de gemeten deformaties met de 3D scanner per opstelpunt ... 54 Figuur 37: Overzicht van het verschil in deformatie tussen de meetklok en het totaalstation per opstelpunt ... 56 Figuur 38: Overzicht van het verschil in deformatie tussen de meetklok en de 3D scanner per opstelpunt ... 57 Figuur 39: Vergelijking van het gemiddelde verschil gemeten tussen de meetklok en meettoestel per opstelpunt ... 58
xvi
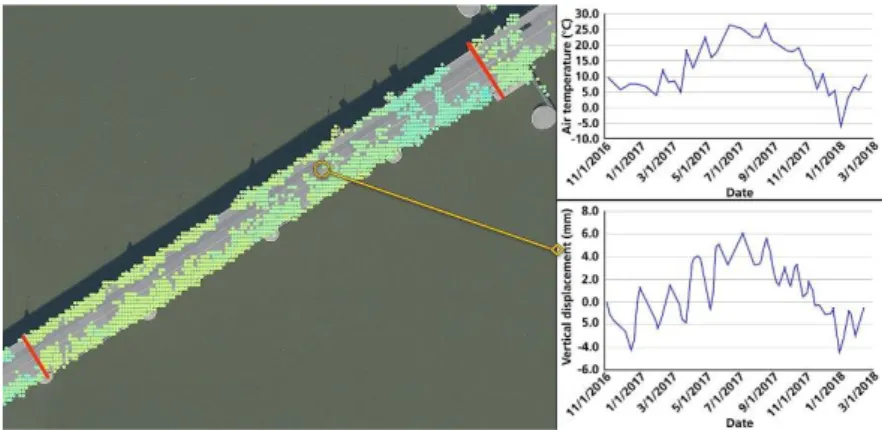
Figuur 41: Gemeten deformaties op een afstand van 40m met bijhorende standaardafwijkingen ... 60 Figuur 42: Puntenwolk met targetsticker vooraanzicht ... 61 Figuur 43: Verstrooide puntenwolk t.h.v. targetsticker bovenaanzicht ... 61 Figuur 44: Verstrooiing puntenwolk ... 62 Figuur 45: Puntenwolk houten balk ... 62
1
INLEIDING
Bruggen en andere grote kunstwerken zijn niet weg te denken uit het straatbeeld. De investeringen voor de bouw van kunstwerken zijn enorm, maar kunnen gespreid worden over een ontwerplevensduur van 100 jaar (NBN EN 1990, Eurocode 2: Grondslagen van Constructief Ontwerp, 2002). Om ervoor te zorgen dat deze ontwerplevensduur gehaald wordt, zijn periodieke inspecties noodzakelijk om de staat van de kunstwerken in kaart te brengen. Wanneer de periodieke inspecties niet worden uitgevoerd, bestaat de kans dat rampen plaatsvinden, zoals de instorting van de brug over de Schelde te Melle in 1992 en de Morandibrug te Genua in 2018 in Italië. Indien uit de periodieke inspecties blijkt dat het kunstwerk niet meer voldoet, is het noodzakelijk om over te gaan tot onderhoudswerken. Het is niet altijd mogelijk om de onderhoudswerken onmiddellijk uit te voeren. In dit geval zijn constante monitoring of meer frequente inspecties aangeraden (Vlaams Ministerie van Mobiliteit en Openbare Werken, 2012). De periodieke inspecties bestaan enerzijds uit een controle van de materialen en anderzijds uit een controle op vervormingen die het kunstwerk heeft ondergaan (Vlaams Ministerie van Mobiliteit en Openbare Werken, 2012). De controle op de vervormingen van een kunstwerk gebeurt doormiddel van deformatiemetingen. Aan de hand van twee opeenvolgende deformatiemetingen worden de vervormingen bepaald die het kunstwerk in die periode heeft ondergaan.
In het kader van deze masterthesis werd getracht verschillende meetmethodes te onderzoeken die gebruikt worden voor het meten van deformaties bij bruggen. De onderzochte meetmethodes hebben betrekking op bruggen met een kleine overspanning, zoals voetgangersbruggen, fietsersbruggen en bruggen over kleine waterlopen. Daarnaast werd de focus gelegd op verticale deformaties. Horizontale deformaties werden niet onderzocht in de verdere uiteenzetting van deze masterthesis.
Naast het uitwerken van de verschillende meetmethoden was het doel binnen deze masterthesis om enkele van deze meettechnieken aan de hand van proeven te vergelijken met elkaar wat betreft de nauwkeurigheid en precisie.
De onderzoeksvraag van deze masterthesis is het bepalen van een geschikte meetmethode voor deformatiemetingen van bruggen. Hierbij werd specifiek toegespitst op de nauwkeurigheid en precisie van een deformatiemeting met een totaalstation en een 3D laserscanner.
Om tot de realisatie van deze masterthesis te komen, worden verschillende stappen doorlopen. In de allereerste fase wordt een literatuuronderzoek gevoerd, waarin verschillende meetmethode worden besproken voor het bepalen van deformaties bij kunstwerken. Verder wordt voor elke meetmethode de werkwijze besproken die gebruikt wordt in de praktijk. Vervolgens wordt de proefopstelling besproken voor metingen met een totaalstation en een 3D laserscanner. Hierna worden de meetresultaten geanalyseerd en de bijhorende problemen verklaard in de discussie. Tot slot wordt een conclusie gevormd aan de hand van de bekomen testresultaten.
2
LITERATUURSTUDIE
In de afgelopen jaren is de behoefte aan informatie over vervormingen van kunstwerken van groot belang voor onderzoekers en beheerders die betrokken zijn bij het onderhoud en de veiligheid van deze structuren. Aan de hand van deze informatie wordt de opvolging van kunstwerken verbeterd, waardoor het vermogen om instortingen te voorspellen sterk toeneemt en het risico op rampen verkleint (Alba, Bernardini, Giussani, Paolo, Roncoroni, & Scaioni, 2008).
Deformatiemetingen zijn niet enkel terug te vinden in de bouw, maar ook in de mechanica, auto-industrie, elektronica, chemie, etc. De toepassingsgebieden zijn dus zeer uiteenlopend, net zoals de manieren waarop deformatie bepaald wordt. De deformatiebepalingstechnieken zijn sterkt afhankelijk van de geschatte grootteorde van de deformatie.
De uitzetting van onderdelen van printplaten wordt bepaald aan de hand van de thermische uitzettingscoëfficiënt van de gebruikte materialen bij een gekend temperatuurverschil (Kühl, 1996). Bewegings- en vervormingsanalyses, zoals windmolenbladen en de telescopische vork van een motorfiets worden geanalyseerd met high-speed cameratechnologie met hoge meetresolutie (Sun et al., 2011). Monitorring van structuren bij renovaties of andere werkzaamheden worden uitgevoerd met de meer bekende landmeetkundige meetmethoden, zoals automatische totaalstations of 3D scanners. Zo werd bij de opgravingen en de aanleg van een archeologische kelder in de O.L.V. Basiliek te Tongeren gebruik gemaakt van een automatisch totaalstation (Maertens et al., 2007).
2.1 Normen en referentiedocumenten
2.1.1 Eurocodes
Om ervoor te zorgen dat bruggen en andere constructies niet zullen falen gedurende de ontwerplevensduur, zijn de Eurocodes opgesteld. Deze Europese normen, samen met de nationale bijlagen van elk land, hebben tot doel een uniforme basis te creëren voor onderzoek en ontwikkeling. Het opleggen van uniforme criteria voor gebruik binnen heel Europa moeten veilige constructies tot gevolg hebben en zullen zorgen voor een eenvoudiger aanbestedingsbeleid binnen Europa (Schaerlaekens, 2000).
Afhankelijk van de gebruikte materialen zijn er verschillende normen. Deze normen geven weer met welke belastingen, veiligheidsfactoren, formules, etc. rekening gehouden dient te worden bij de berekeningen (Schaerlaekens, 2000).
2.1.2 Standaardbestek 260
Het standaardbestek (SB) 260 is een verzameling van alle gemeenschappelijke bepalingen voor de uitvoering van werken in verband met kunstwerken en waterbouw in Vlaanderen. Dit standaardbestek is opgesteld door de afdeling ‘Expertise Beton en Staal’ van het departement Mobiliteit en Openbare Werken van de Vlaamse Overheid. Het standaardbestek spreekt zich vooral uit over de realisaties en beheer van civiele bouwwerken door ontwerpen te maken, werkzaamheden op te volgen en onderhoud te adviseren (Expertise Beton en Staal, n.d.).
In het SB 260 wordt er in hoofdstuk 35 Indienststellingsproeven en inpassingsonderzoek besproken. Hierin wordt besproken wat dient te gebeuren vóór de ingebruikname van een brug. Allereerst dient een A-inspectie (algemene inspectie) op het kunstwerk uitgevoerd te worden. Deze A-inspectie heeft tot doel de kwaliteit van de materialen te controleren, te onderzoeken met welke zorg de materialen
4
verwerkt zijn en een diepgaand onderzoek en een nauwkeurige beschrijving van de nulfase te verrichten. (Departement Mobilteit en Openbare werken, n.d.)
Vervolgens zal een belastingsproef worden uitgevoerd in het kader van de voorlopige oplevering van de werken of die de ingebruikname van het kunstwerk voorafgaan. Deze heeft tot doel:
- onderzoeken wat het gedrag is van de brug of bepaalde onderdelen ervan, wanneer de brug onderworpen wordt aan belastingen die deze van de theoretische studie benaderen;
- onderzoeken wat de kwaliteit is van de materialen die gebruikt zijn bij de constructie van de brug;
- onderzoeken met welke zorg deze materialen verwerkt zijn.
De belastingsproef bestaat uit verschillende belastingsfasen. Voor elke belastingsfase worden de verticale translaties (pijlen) en de rotaties in verticale vlakken opgemeten. Eventueel kunnen in de opdrachtdocumenten andere opmetingen of grootheden opgelegd worden (Departement Mobilteit en Openbare werken, n.d.).
De belastingsproef zal uitgevoerd worden door de aanbestedende overheid indien de brug volledige af is en alle wegmeubilair aanwezig is. Tijdens de belastingsproef worden verschillende toegankelijke elementen van de brug onderzocht op abnormale toestanden (Departement Mobilteit en Openbare werken, n.d.).
Tijdens de belastingsproef wordt gelijktijdig bij iedere belastingsfase de aflezingen gedaan van de verschillende toestellen. Deze aflezingen worden onmiddellijk voor het aanbrengen van de belasting, na het plaatsen van de belasting wanneer de stabiliteit bereikt is en na het wegnemen van de belasting gedaan. Alle metingen dienen in een zo kort mogelijke tijdspanne uitgevoerd te worden om externe invloeden uit te schakelen. Voorbeelden van externe invloeden zijn bezonning en windbelasting (Departement Mobilteit en Openbare werken, n.d.).
De gevoeligheid en betrouwbaarheid van de meettoestellen moet overeenstemmen met de vereiste nauwkeurigheid van de te meten grootheid. Volgens het SB 260 worden de pijlen gemeten met behulp van fleximeters waarvan de gevoeligheid beter is dan 1% van de te meten waarde. Indien het onmogelijk is om met deze toestellen te meten, kan de aanbestedende overheid beroep doen op een waterpassing. De verplaatsing zal gemeten worden met een waterpastoestel of de onderzochte punten zullen beoordeeld worden ten opzichte van een stalen draad gespannen tussen twee vaste punten. De rotaties in het verticale vlak worden bepaald door middel van een clinometer, waarvan de gevoeligheid kleiner is dan 15.10-6 radialen (Departement Mobilteit en Openbare werken, n.d.).
Aan de hand van de opgemeten pijlen en rotaties, zet de afdeling Expertise Beton en Staal van de Vlaamse overheid, departement Mobiliteit en Openbare Werken, voor elke belastingsfase, de langse en dwarse vervormingscurve van het brugdek uit. Het verloop van deze vervormingen moet normaal en regelmatig zijn voor het beschouwde type brug. Uit de metingen volgen de totale vervormingen en de blijvende vervormingen. Het verschil tussen beide geeft de elastische vervormingen weer.
Vervolgens wordt de verhouding K berekend tussen de blijvende en de totale doorbuiging. De waarde voor K wordt vergeleken met Tabel 1 die eventueel aanleiding geeft tot vervolgende stappen.
Tabel 1: Beslissingstabel belastingsproef (Departement Mobilteit en Openbare werken, n.d.)
Bovenbouw Geval A Geval B Geval C
Metalen bruggen (*) K < 0,10 0,10 < K ≤ 0,20 K* ≤ 0,08
K > 0,20 Of K* > 0,08 Bruggen met balken in voorgebogen
staal, omhuld met beton
K < 0,15 0,15 < K ≤ 0,20 K* ≤ 0,08
K > 0,20 Of K* > 0,08 Bruggen in gewapend beton K < 0,20 0,20 < K ≤ 0,30
K* ≤ 0,10
K > 0,30 Of K* > 0,10 Bruggen in voorgespannen beton K < 0,10 0,10 < K ≤ 0,20
K* ≤ 0,10
K > 0,20 Of K* > 0,10 (*) De metalen bruggen omvatten de gelaste, geklonken of met voorspanbouten verbonden
bruggen, evenals de gemengde bruggen met een betonnen plaat.
De bruggen in voorgespannen beton omvatten eveneens de gedeeltelijke voorgespannen bruggen (bruggen in voorgespannen gewapend beton) en de bruggen samengesteld uit voorgespannen balken en een plaat in gewapend beton.
In geval A wordt het resultaat uit de belastingsproef als acceptabel beschouwd. Bij geval B dient de belastingsfase onmiddellijk overgedaan te worden. De proef wordt als acceptabel beschouwd indien de nieuwe waarde van de verhouding K* voldoet aan de voorwaarden uit. In geval C zal het resultaat van de belastingsfase als niet acceptabel beschouwd worden en zal de oorzaak van de zwakheid dienen te worden onderzocht (Departement Mobilteit en Openbare werken, n.d.).
De A-insecties worden niet enkel uitgevoerd bij de oplevering van de brug maar zal in de verdere levensjaren van het kunstwerk om de 3 jaar plaatsvinden. Deze inspectie omvat het grondig inspecteren van het kunstwerk en het uitvoeren van een controlewaterpassing (Vlaams Ministerie van Mobiliteit en Openbare Werken et al., 2012).
2.2 Invloeden op landmeetkundige metingen
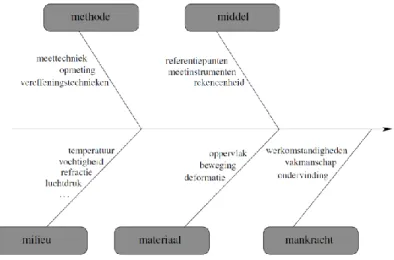
De kwaliteit van metingen wordt beïnvloed door een aantal parameters. Doormiddel van een Ishikawa diagram, beter bekend als het visgraatdiagram, is het mogelijk verschillende oorzaken te identificeren van bepaalde gebeurtenissen. Muls en De Wulf (2007) bespreken dit Ishikawa diagram voor de uitvoering van een meting. Dit Ishikawa diagram wordt afgebeeld in Figuur 1
Figuur 1: Ishikawa diagram (Muls & De Wulf, 2007)
De kwaliteit van de meting wordt op de eerste plaats bepaald door de methode van de opmeting. Dit heeft betrekking op het correct toepassen van de meettechniek, vereffeningstechniek en de juiste instelling van het toestel (bv. juiste resolutie gebruiken om geen oversampling te verkrijgen).
6
Alles wat nodig is om de meting uit te voeren en tot het juiste eindresultaat te komen, zoals het meettoestel en de referentiepunten, vallen onder het puntje ‘middel’ in Figuur 1.
Metingen die in een buitenomgeving worden uitgevoerd zijn onderhevig aan omgevingsparameters. Weers- en atmosferische invloeden, zoals temperatuur en luchtvochtigheid beïnvloeden de nauwkeurigheid van de metingen. Zo werkt een scanner bijvoorbeeld alleen goed binnen een bepaald temperatuurbereik. Zelfs binnen dit temperatuurbereik kunnen afwijkingen worden waargenomen, vooral in de afstandmeting (Boehler & Marbs, 2003).
Afhankelijk van de gebruikte meetmethoden zullen oppervlakten of materialen op verschillende manieren gemeten worden. Voor een totaalstation wordt vaak met en prisma gewerkt om nauwkeuriger te werken. Laserscanners maken gebruik van een grote hoeveelheid reflectorloos gemeten punten om tot een grote nauwkeurigheid te komen. De kleur, oppervlaktestructuur, reflecteerbaarheid, etc. zullen de nauwkeurigheid bepalen van de meting (Voegtle et al., 2008).
Bewegingen en deformaties zullen ook een invloed hebben op de kwaliteit van de meting. Als bijvoorbeeld een brug gescand wordt waar nog verkeer over rijdt, zal de kwaliteit omlaaggaan doordat de structuur telkens een kleine vervorming ondergaat.
De laatste term binnen het Ishikawa diagram, mankracht, slaat op de kennis en de kunde van de operator. Ervaring en vakmanschap zorgt voor een beter kwaliteit. Daarom is mankracht opgenomen in het visgraatdiagram.
2.3 Fouten in de metrologie
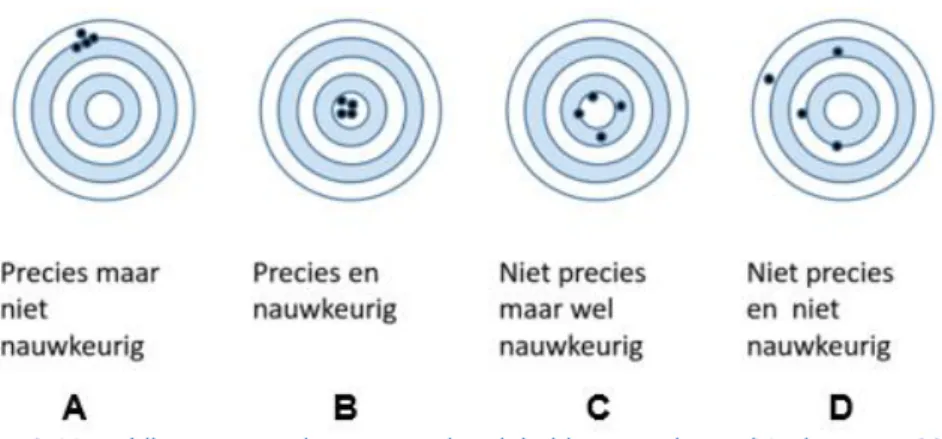
Metrologie is de wetenschap die zicht bezighoudt met de studie van maten, meetprocessen en meetfouten. Het begrip omvat de nauwkeurigheid, precisie en de herhaalbaarheid van de meting. Hierbij gaat het om de vergelijking met een standaard of tussen verschillende meetsystemen (NPL, 2020). De nauwkeurigheid heeft betrekking op de afstand tussen het gemeten punt en het te meten punt, wanneer het opgemeten punt zeer kort bij of volledig overeenstemt met het te meten punt spreekt men van een zeer hoge nauwkeurigheid. Precisie daarentegen heeft betrekking op het verschil in meetwaarde. Een hoge precisie wordt bekomen wanneer verschillende metingen, van hetzelfde punt, zeer kort bij elkaar liggen. Hieruit blijkt dat een meting met een zeer hoge precisie kan worden gemeten, maar dat het te meten punt toch ver verwijderd ligt van de gemeten punten. Vanhoutven (2018) geeft in Figuur 2 schematisch het verschil weer tussen de nauwkeurigheid en de precisie van een meting. Hieruit blijkt dat de meetresultaten niet overeen stemmen met de realiteit, dit is het gevolg van meetfouten (Muls & De Wulf, 2007).
Meetfouten die optreden worden onderverdeeld in drie categorieën: grove fouten (vergissingen), systematische fouten en toevallige fouten.
Grove fouten of vergissingen zijn meetresultaten die buiten het te verwachtte bereik liggen en te wijten zijn aan onoplettendheden van de waarnemer (Muls & De Wulf, 2007). Deze fouten zijn eenvoudig te vinden bij controles tijdens het onderzoek. Deze fouten worden veroorzaakt door de landmeter, door instellingen van het meettoestel en andere variabelen (Coaker, 2009).
Een tweede soort fouten zijn systematische fouten. Deze fouten zijn eigen aan metingen en kunnen in tegenstelling tot grove fouten enkel achterhaald worden wanneer de meetresultaten worden vergeleken met andere onderzoeken of wanneer de proef herhaald wordt met andere meetinstrumenten (Berendsen, 2009). Deze systematische fouten beelden een verstoring van de meetwaarden uit, welke het gevolg zijn van de toestand van het meetinstrument, de houding van de waarnemer of andere uitwendige invloeden waarmee het model geen rekening houdt (Muls & De Wulf, 2007). Voorbeelden hiervan zijn de door slechte kalibratie van het toestel of de weers- en atmosferische invloeden die anders zijn tussen de opstelplaats van het toestel en het te meten voorwerp.
De laatste soort fouten worden ondergebracht onder de groep van toevallige fouten. Willekeurige fouten zijn de reden dat metingen nooit exact zijn (Coaker, 2009). De spreiding worden veroorzaakt door de afleesnauwkeurigheden en fluctuaties door andere oorzaken. Dit type fouten is onvermijdelijk en kan gedeeltelijk gecompenseerd worden door de meting meermaals uit te voeren (Berendsen, 2009).
2.3.1 Instrumentale fouten
Instrumentale fouten zijn fouten die te wijten zijn aan het ontwerp van het meettoestel. Deze instrumentale fouten komen bijgevolg voor bij alle meettoestellen, maar zijn verschillend voor elk meettoestel (Chekole, 2014). In verdere paragrafen wordt per meettoestel dieper ingegaan op de instrumentale fouten.
2.3.2 Voorwerp gerelateerd fouten
Voorwerp gerelateerde fouten zijn fouten die te wijten zijn aan de oppervlakte-eigenschappen van het object en de manier waarop de laserspot invalt op het object. Zo beïnvloedt het oppervlak, waar de laserstraal op invalt, de intensiteit van de teruggekaatste straal. Een oppervlak met een donkere kleur zal het grootste deel van de invallende laserstraal absorberen, wat zorgt voor een zwakke intensiteit van de teruggekaatste straal. Een lagere intensiteit is gevoeliger voor ruis en zorgt bij gevolg voor een minder nauwkeurige meting. Daarnaast kunnen oppervlakken met een zeer hoge reflectiewaarde ook zorgen voor foutieve metingen. Bij oppervlakken met een zeer hoge reflectiewaarde zal de laserstraal volledige worden teruggekaatst. Hierdoor bestaat de kans dat de laserstraal eerst tegen een ander voorwerp botst vooraleer het invalt op de spiegel van de scanner. Door eerst te botsen tegen een ander voorwerp zal de laserstraal langer onderweg zijn en zorgen voor een te grote afstand. Tot slot zijn er nog oppervlakten met een semi-transparante laag. De semi-transparante laag zorgt ervoor dat aan de oppervlakte een deel van de invallende laserstraal wordt weerkaatst en een ander deel wordt geabsorbeerd. De geabsorbeerde straal wordt in het materiaal gereflecteerd (tweede reflectie). Hierdoor zal de scanner twee weerkaatste stralen ontvangen voor één uitgestuurde straal, wat zal zorgen voor een fout op de afstand (Loux & Van der Elst, 2014).
2.3.3 Omgeving gerelateerd fouten
8
Een eerste parameter is de temperatuur, op de eerste plaats zorgt deze voor een verandering van de brekingsindex in de lucht. Verder zal de temperatuur een invloed hebben op de elektronica in het toestel. Binnenin een scanner wordt de temperatuur enerzijds beïnvloed door de interne warmtewinsten die gegenereerd worden door de werking van het toestel en anderzijds door de externe warmtewinsten afkomstig van de zon. De verandering van de temperatuur zorgt voor distorsie van de gemeten gegevens. Daarnaast beïnvloed ook de temperatuur van het te scannen voorwerp de metingen. Bij hoge temperaturen ontstaan achtergrondstralingen die de uitgezonden laserstraal beïnvloeden en zorgen voor ruis op de ontvangen laserstraal (Afeni, 2011).
Een tweede parameter is de atmosfeer, deze heeft net zoals bij een totaalstation invloed op de meetgegevens. Een verandering van de temperatuur, luchtvochtigheid of druk zorgt voor een verandering in de brekingsindex. Een verandering van de brekingsindex heeft een verder gevolg in de snelheid waarmee de laserstraal zich voortbeweegt. Dit zal tot slot een invloed hebben op de berekende afstand. Volgens Walker & Awange (2018) kunnen deze parameters volgend effect op de meting hebben:
- temperatuur (grootste invloed): 1 ppm per graden Celsius - atmosferische druk: 0,3 ppm per hectopascal
- partiële druk van waterdamp: 0,04 ppm per hectopascal.
Een laatste omgeving gerelateerde fout is te wijten aan distorsies. Een distorsie is een verdraaiing van de meetgegevens door een beweging van de scanner of het voorwerp. Een beweging kan veroorzaakt worden door een trilling van het oppervlak waarop het voorwerp of scanner geplaatst is of door een temperatuursverandering. Een beweging van de scanner kan grotendeels vermeden worden door de scanner op een stabiele ondergrond op te stellen die niet beïnvloed wordt door externe factoren (Loux & Van der Elst, 2014)
2.4 Opmetingstoestellen voor deformatiemetingen
Deformatiemetingen worden uitgevoerd met behulp van verschillende opmetingstoestellen. Elk meettoestel heeft een andere werking en nauwkeurigheid. In wat volgt wordt de werking van verschillende opmetingstoestellen besproken samen met de mogelijke meetfouten die kunnen optreden.
2.4.1 Waterpasinstrument
Een waterpasinstrument bestaat in zijn meest eenvoudige vorm uit een telescoop die om een verticale as kan worden gedraaid. Het waterpasinstrument wordt gebruikt om een horizontale line of sight te creëren, zodat relatieve hoogteverschillen kunnen worden bepaald tussen twee punten (Figuur 3, punt A en B). Naast het waterpasinstrument is een baak noodzakelijk voor de aflezing van de hoogtes, in Figuur 4 wordt een E-baak afgebeeld (Zeiske, 2004).
Doorheen de jaren heen zijn verschillende varianten ontstaan in de waterpasinstrumenten. De hedendaagse toestellen worden onderverdeeld in twee categorieën: de automatische en de digitale waterpasinstrumenten. Hierbij zijn beide toestellen uitgerust met een intern compensatiemechanisme, wat zorgt dat na het inspelen van het doosniveau de vizierlijn wordt gecorrigeerd en zo steeds horizontaal loopt (Rozek, 2011). Dit zorgt voor meer gebruiksgemak en een snellere installatietijd. Verder heeft de toepassing als nadeel dat het compensatiemechanisme gevoelig is voor externe trillingen, waardoor een foutieve hoogte wordt afgelezen op de baak. Een tweede nadeel aan de compensator is de beperkte range waarbinnen deze werkt (Rozek, 2011).
Een automatisch waterpasinstrument heeft een optisch niveau dat bestaat uit een precisietelescoop met kruisdraden en stadiamarkering (Zeiske, 2004). Het dradenkruis wordt gebruikt om het niveaupunt op het doel vast te stellen. Daarnaast maakt de stadiamarkering het mogelijk om afstanden te berekenen. Op een E-baak bevinden de stadiamarkeringen zich meestal in verhouding van 100:1, hetgeen wil zeggen dat tien centimeter tussen de stadiamarkeringen een afstand van tien meter tussen het waterpasinstrument en de baak vertegenwoordigt (Zeiske, 2004).
Binnen het tweede type waterpastoestellen vallen de digitale niveaus. Bij deze meer gesofisticeerde toestellen dient de hoogte niet afgelezen te worden, maar wordt de hoogte bepaald aan de hand van een barcode op de baak (Figuur 4). Dit toestel elimineert de fout op de interpolatie die de landmeter of werknemer moet ondernemen om tot een hoogte te bekomen (Zeiske, 2004).
Figuur 4: E-baak en barcode (Zeiske, 2004)
Tot slot worden de specificaties van enkele hedendaagse waterpasinstrumenten weergegeven in Tabel 2. Hierin worden zowel digitale als optische waterpasinstrumenten weergegeven om een idee te krijgen van de nauwkeurigheid van beide soorten waterpasinstrumenten. In de tabel is duidelijk te zien dat opmetingen met een Invar baak een grotere nauwkeurigheid halen dan metingen met een E-baak.
Tabel 2: Specificaties van verschillende waterpasinstrumenten
Type
Digitaal Nauwkeurigheid
E-baak
Nauwkeurigheid
Invar baak
Bereik
TopCon DL-502
Ja
1.0 mm
0.6 mm
100 m
TopCon AT-B2
Nee
0.7 mm
nvt
nvt
Leica NA2
Nee
0.7 mm
nvt
nvt
Leica LS10
Ja
1.0 mm
0.2 mm
110 m
Trimble DiNi
Ja
1.5 mm
0.3 mm
100 m
2.4.1.1 Foutenbronnen bij waterpassing
Grove fouten die voorkomen bij waterpassing zijn onder andere het verkeerd aflezen van de hoogte op de baak en een slechte opstelling van het waterpasinstrument.
10
Systematische fouten specifiek van toepassing op een waterpassing zijn bijvoorbeeld de kromming van de aarde of afbuiging van het licht. Beide fouten vallen weg wegens de toepassing van een doorgaande waterpassing als er gemeten wordt met ongeveer dezelfde afstand tussen de baak en het waterpasinstrument (Vannitsen & Moors, 2016).
Tot slot zijn er toevallige fouten, enkele voorbeelden zijn (Vannitsen & Moors, 2016):
- Verzakkingen of verplaatsen van meettoestel door trillingen ten gevolge van voorbijrijdend verkeer, wind, zachte ondergrond, etc.
- het niet verticaal houden van de baak tijdens de aflezing;
- een parallaxfout: is een aflezing op de baak wanneer het vizier niet scherp is gesteld; - fouten te wijten aan een verplaatsing van de baak bij het omdraaien van de baak.
2.4.2 Totaalstation
Een totaalstation is een hoekmeetapparaat, ook wel theodoliet genoemd, met een geïntegreerde elektronische afstandsmeeteenheid (EDM). De integratie biedt de mogelijkheid om zowel horizontale hoeken, verticale hoeken als schuine afstanden te meten met hetzelfde apparaat (Walker & Awange, 2018).
Het totaalstation bestaat uit een telescoop die beweegbaar is gemonteerd binnen twee loodrechte assen, de horizontale en de verticale as. Wanneer de telescoop op een gewenst object is gericht, kan de hoek van elk van deze assen met een grote precisie worden gemeten, meestal op de schaal van boogseconden. Daarnaast wordt met behulp van een elektron-optische afstandmeter (EDM) de afstand gemeten tussen het totaalstation en het object (Coaker, 2009).
Zoals afgebeeld op Figuur 5 wordt de horizontale hoek (DIR) verkregen door een rotatie rond de eerste as. De gemeten hoek is de hoek tussen de ingestelde oriëntatie en de positie van het object. De verticale hoeken worden gemeten ten opzichte van het horizontale vlak of de zenith. Hierbij wordt het zenith beschouwd als het punt recht boven het totaalstation. De afstand wordt bepaald met het geïntegreerde EDM-systeem. De Electronic Distance Measurement (EDM) is een methode om de afstand tussen het meettoestel en een punt te bepalen met behulp van elektromagnetische golven (Walker & Awange, 2018).
Figuur 5: Basisprincipe totaalstation (Walker & Awange, 2018)
De EDM-methode maakt verder een onderscheid tussen een time of flight (TOF) meting en een fasemeting. Bij een time of flight meting, ook wel pulsmeting genoemd, wordt een elektromagnetische golf uitgezonden naar een object waar deze vervolgens parallel wordt weerkaatst om tot slot terug ontvangen te worden door de ontvanger van het totaalstation. De afstand tussen het totaalstation en het object wordt vervolgens bepaald aan de hand van de snelheid van de elektromagnetische golf en het tijdsverschil tussen de uitgezonden en ontvangen golf. Deze berekening geldt voor een heen- en
teruggaande golf, waardoor de afstand moet gehalveerd worden (Reda & Bedada, 2012). Een tweede methode om de afstand te bepalen is de fasemeting, hierbij wordt gebruik gemaakt van het faseverschil tussen de uitgezonden en ontvangen elektromagnetische golf voor het bepalen van de afstand tussen het totaalstation en het object. Na het bepalen van de fasehoek wordt de afstand berekend met behulp van de golflengte, de fasehoek en het aantal volledige golflengtes. Ook bij deze methode moet de berekende afstand gehalveerd worden omwille van de heen- en teruggaande golf (Reda & Bedada, 2012). Alleen fracties van een volledige cyclus (golflengte) kunnen gemeten worden, er blijft dus een onbekende factor die staat voor het geheel aantal cycli (de dubbelzinnigheid) tussen het instrument en de reflector. Het gemeten faseverschil wordt opgeteld bij het aantal volledige cycli om vervolgens de two-way time-of-flight te bepalen, om vervolgens de afstand te berekenen (Walker & Awange, 2018).
Beide methodes hebben hun voor- en nadelen, zo zal een pulsmeting een groter bereik hebben dan een fasemeting, maar is beperkt op korte afstanden omwille van de beperkingen van het aanwezig klokmechanisme en de laserspot grootte. Een pulsmeting behaald de hoogste nauwkeurigheid op de afstand omwille van de smalle laserspot, maar is zoals hierboven is vermeld beperkt in afstand (Reda & Bedada, 2012).
In veel totaalstations zijn beide manieren van elektronische afstandsmeting ingebouwd. Indien gemeten wordt naar een prisma voert het toestel een faseverschil gebaseerde meting uit en bij een reflectorloze meting wordt de gepulseerde laser gebruikt voor de meting (Walker & Awange, 2018).
Naast de gebruikte meetmethode worden totaalstations onderverdeeld aan de hand van het gebruikscomfort. Hierbij wordt een onderscheid gemaakt tussen handmatige en robotic totaalstations. Bij een handmatig totaalstations zijn twee personen nodig om opmetingen te verrichten met een reflector, waarbij één persoon het meettoestel zal bedienen en richten op de reflector terwijl de andere persoon de reflector (bv. valstok met prisma) vasthoudt. Een robotic totaalstation daarentegen wordt bediend door één persoon en maakt gebruik van een automatisch volgsysteem. Het volgsysteem maakt het mogelijk om een prisma te volgen wanneer deze verandert van positie. Verder is een robotic totaalstation van op afstand bedienbaar.
Vooraleer wordt overgegaan naar de foutenbronnen op de metingen met een totaalstation, wordt in Tabel 3 een overzicht gegeven van enkele totaalstations die vaak gebruikt worden in de praktijk. Een eerste bemerking die gemaakt kan worden, is dat slechts aan kleine spreiding aanwezig is op de nauwkeurigheid van de afstand tussen de meettoestellen. Daarnaast is wel een grote spreiding aanwezig op het bereik van de verschillende toestellen. Tot slot wordt in de laatste kolom de fout op de hoek weergegeven. De reden waarop deze kolom verschillende waardes bevat per totaalstation is te wijten aan het feit dat eenzelfde meettoestel kan verkregen worden met een verschillende hoeknauwkeurigheid.
Tabel 3: Specificaties van verschillende totaalstations
Type
Robotic
Nauwk. op
de afstand
(Prisma)
Nauwk.
(reflectorloos)
Bereik
(Prisma)
Bereik
(reflectorloos)
Nauwk. op
de hoek
Leica Flexline TS03
Nee
1 mm + 1.5ppm 2 mm + 2ppm 3500 m
200
2"/3"/5"
TopCon OS-series
Nee
2 mm + 2ppm
3 mm + 2ppm 4000 m
500
1"/2"/3"/5"
Leica TS16
Ja
1 mm + 1.5ppm 2 mm + 2ppm 3500 m
500
1"/2"/3"/5"
TopCon MS05
Ja
0.8 mm + 1ppm 1 mm + 1ppm 3500 m
100
0.5"/1"
Leica TS60
Ja
0.6 mm + 1ppm 2 mm + 2ppm 3500 m
1000
0.5"
Trimble S9
Ja
1 mm + 2ppm
4 mm + 2ppm 2500 m
1300
0.5"/1"
12
2.4.2.1 Foutenbronnen bij metingen met een totaalstation
Enkele grove fouten die optreden bij metingen met een totaalstation zijn het foutief opstellen van het toestel en het verkeerd richten met de kijker.
Naast de grove fouten zijn nog enkele andere foutenbronnen aanwezig, namelijk de systematische fouten. Deze fouten zijn voornamelijk te wijten aan instrumentale fouten. Instrumentale fouten veranderen met de temperatuur, als gevolg van vibraties en na een lange periode van zonder calibratie (Zeiske, 2004).
Een eerste systematische fout bij een meting met een totaalstation is de nulpuntsfout of opstelconstante. Deze nulpuntsfout is te wijten aan het elektro-optische centrum van de afstandsmeter en de reflector. Hierbij is de opstelconstante gelijk aan de correctie die moet worden opgeteld bij de afstandsmeting. Deze waarde wordt meestal opgelegd door de fabrikant en is bijgevolg al ingerekend in het totaalstation. Hierbij wordt vanuit gegaan dat bij een meting met een totaalstation de bijhorende reflector wordt gebruikt die aangeleverd wordt door de fabrikant. Wanneer gebruik gemaakt wordt van een reflector van een andere fabrikant dient de nulpuntsfout bepaald en ingegeven te worden in het totaalstation (Reda & Bedada, 2012).
Een tweede soort systematische fouten zijn de cyclische fouten. Deze instrumentale fouten zijn enkel van toepassing bij het totaalstation met een faseverschilafstandsmeting. De cyclische fouten zijn toe te wijzen aan elektrische en optische interferenties tussen het uitgezonden signaal en het ontvangen signaal. Deze interferenties vinden plaats in het totaalstation zelf, omdat geen volledige afscheiding aanwezig is tussen zender en ontvanger in de behuizing (Walker & Awange, 2018). Tot slot zijn deze cyclische fouten veranderlijk in de tijd, omdat de stabiliteit van de interne componenten niet constant blijft (Reda & Bedada, 2012).
Een derde instrumentale fout is de divergentie van de laserstraal, hieronder wordt het uitbreiden van de laserstraal bij een groter wordende afstand verstaan. De divergentie heeft als nadeel dat de nauwkeurigheid van de meting daalt bij voorwerpen die verder weg gelegen zijn van het meettoestel. De divergentie verloopt ongeveer lineair met de afgelegde afstand (Schulz, 2008).
Een vierde belangrijke instrumentale fout is het randeffect probleem. Dit probleem staat in verband met de divergentie van de laserbundel. Hoe groter de afstand wordt, hoe groter de divergentie wordt en bij gevolg ook het randeffect probleem toeneemt. In Figuur 6 wordt het probleem weergegeven aan de hand van een schets. Het randeffect probleem doet zich voor wanneer een laserstraal op de rand valt van een hoger en lager gelegen deel van een object. Hierbij wordt een deel van de laserstraal gereflecteerd door het hoger gelegen deel en het ander deel van de laserstraal door het lager gelegen deel. De twee gereflecteerde deelstralen zorgen ervoor dat de scanner twee ruimtelijke posities heeft voor eenzelfde uitgezonde straal. Hierdoor zal de scanner het gemiddelde nemen van de twee posities wat leidt tot een foutieve plaatsing van het gescande punt. Het randeffect probleem zal toenemen wanneer objecten zich op een grotere afstand van de scanner bevinden en/of wanneer gebruik gemaakt wordt van een hoge resolutie scan (Loux & Van der Elst, 2014).
Figuur 6: Randeffect probleem bij laserstraal [Figuur gebaseerd op Mario et al. (2008)]
Verder zijn er nog vier instrumentale fouten met betrekking op de afwijking van de assen in het meettoestel. Deze asfouten kunnen meestal vermeden worden door de gewone meting te herhalen met een doorgeslagen meting en vervolgens het gemiddelde te nemen van beide metingen (Zeiske, 2004). Tot slot is het totaalstation onderhevig aan toevallige fouten, dit zijn eveneens instrumentale fouten. Deze fouten zijn mogelijks de meest voor de hand liggende fouten. Zoals eerder vermeld bepaald het totaalstation de positie van het gemeten punt aan de hand van de met EDM bepaalde afstand en de gemeten hoeken. Deze twee parameters zijn onderhevig aan fouten (Walker & Awange, 2018). Bij deze foutenbron wordt een onderscheid gemaakt tussen de puls gebaseerde afstandmeting en de fase gebaseerde afstandsmeting. Bij de puls gebaseerde afstandsmeting is de nauwkeurigheid op de afstand afhankelijk van de nauwkeurigheid van het klokmechanisme waarmee de looptijd van het uitgezonden signaal wordt gemeten. Bij de fase gebaseerde afstandmeting is de nauwkeurigheid op de afstand afhankelijk van de nauwkeurigheid waarmee het faseverschil tussen het uitgezonden en het ontvangen signaal gemeten wordt (Boehler & Marbs, 2003).
2.4.3 Laserscanning
Een laserscanner is een opmetingstechniek waarbij snel een groot aantal 3D-punten van het beoogde object bepaald worden ten opzichte van een lokaal assenstelsel. Het basisprincipe van driedimensionale laserscanning is een afstandmeting doormiddel van een uitgezonden laserstraal (Deruyter & Clerck, 2011). Doordat het scantoestel zelf de bron voor de meting uitzendt, is het een actieve meetmethode.
Naast de afstandsmeting met de laser bestaan er verschillende methoden om de uiterst nauwkeurige 3D-coördinaten te bepalen. Doormiddel van triangulatie, time-of-flight meting, faseverschilmeting of een combinatie van laatste twee kunnen de coördinaten van de grote hoeveelheid punten bepaald worden (Deruyter & Clerck, 2011).
Laserscanners vallen onder de groep van line of sight toestellen. Dit wil zeggen dat enkel de objecten die zichtbaar zijn vanuit de positie van het meettoestel kunnen worden opgemeten. Hierdoor zal het noodzakelijk zijn om de laserscanner op meerdere posities te plaatsen wanneer grote constructies volledig worden opgemeten. Het samenbrengen van scangegevens uit de verschillende posities is afhankelijk van de meting en gebeurt aan de hand van enkele specifieke technieken, bijvoorbeeld
target-to-target, cloud-to-cloud, surface-to-surface (Mario et al., 2008).
Een opmeting met een scantoestel creëert een grote hoeveelheid data, welke bestaat uit een puntenwolk van de gescande omgeving. De grootte van de puntenwolk is afhankelijk van de field of
view en de resolutie van het meettoestel. De field of view wordt bepaald door de grootte van de
14
horizontale hoek gelijk aan 360°, de verticale hoek verschilt per scanner en varieert meestal tussen 300° en 320° (Abbas et al., 2014).Figuur 7 Dit wordt weergegeven in Figuur 7.
Figuur 7: Field of view 3D scanners (Lindskog et al., 2016)
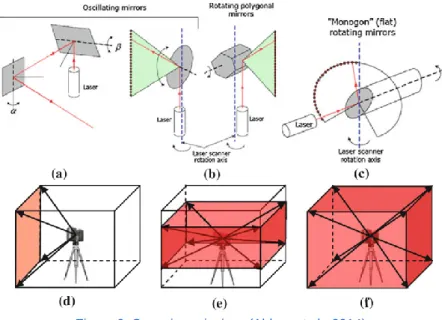
Laserscanner maken gebruik van verschillende werkingsprincipe, waardoor het mogelijk is om scanner onder te verdelen in de volgende groepen:
1) triangulatiescanners; 2) pulsscanners; 3) fasescanners; 4) WaveForm Digitizing.
Tabel 4 geeft een overzicht van de specificaties enkele 3D laserscanners met verschillende werkingsprincipes van verschillende fabrikanten.
Tabel 4: Specificaties van verschillende 3D scanners
type
Range punten/sec
range
accuracy
angular
accuracy
3D point
accuracy @40m
Trimble X7
Pulse
80 m
300000
2 mm
21"
6.00 mm
Leica RTC360 WFD 130 m
2000000 1 + 10ppm mm
18"
5.3 mm
Trimble TX8 Pulse 120 m
1000000 2 mm
16.5"
-
Leica P50
WFD 120 m
1000000 1.2 + 10ppm mm
8"
-
Leica P50
WFD 1 000 m 1000000 3 + 10ppm mm
8"
-
Leica C10
Pulse 300 m
50 000
4 mm
12"
-
Het verschil in de werkingsprincipes van de verschillende 3D laserscanners wordt in de volgende paragrafen verder uitgediept.
2.4.3.1 Triangulatiescanners
De meetmethode van een triangulatiescanner is gebaseerd op driehoeksmeetkunde. Een triangulatiescanner heeft een beperkt toepassingsgebied, omdat het slechts een bereik heeft van enkele meters. Het beperkte bereik gaat daarentegen wel gepaard met een uiterst grote nauwkeurigheid van gescande objecten (Abdelhafiz, 2009).